Технологические решения
Facility layout and planning
Типы производств
Типы производства классифицируются согласно ГОСТ 14.004-83 в зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска продукции. Кроме того, в соответствии с ГОСТ 3.1108-83 одной из основных характеристик типа производства является коэффициент закрепления операций за оборудованием.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматривается.
Производство комплектуется универсальным оборудованием, позволяющим выполнять все виды обработки по изготовлению заданной номенклатуры единично выпускаемых изделий, технические характеристики оборудования должны соответствовать габаритам и типоразмерам обрабатываемых деталей. Станки, используемые в единичном производстве, выпускаются станкозаводами серийно и могут быть закуплены в процессе подготовки производства. Оборудование в специальном исполнении, длительного срока изготовления, применяется в исключительных случаях.
Технологическая подготовка производства заключается в изготовлении минимального объема оснастки и инструмента, так как используются стандартные зажимные приспособления и устройства, расширяющие технологические возможности оборудования, поставляемые комплектно с оборудованием; режущий инструмент - нормализованный, измерительный инструмент универсальный, покупной.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями.
В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Коэффициент закрепления операций за оборудованием в соответствии с ГОСТ 3.1108-74 принимают равным:
-
для мелкосерийного производства - от 20 до 40 включительно;
-
для среднесерийного производства - св. 10 до 20 включительно;
-
для крупносерийного производства - св. 1 до 10 включительно.
Серийное производство, в частности крупносерийное, является наиболее распространенным в автомобильной промышленности и имеет некоторые характерные особенности в организации, составе оборудования и оснащении. В зависимости от номенклатуры, величины партий запуска деталей, повторяемости изделий в обработке производство может комплектоваться:
-
автоматическими линиями;
-
поточными линиями, состоящими из специализированных и универсальных станков;
-
многошпиндельными автоматами, полуавтоматами, агрегатными станками, обеспечивающими высокую производительность обработки за счет концентрации операций;
-
станки с ЧПУ, гибкими производственными модулями и гибкими производственными системами;
-
универсальными станками, оснащенными комплектами быстропереналаживаемой технологической оснастки.
Экономическая эффективность серийного производства достигается при рациональном сочетании перечисленных групп оборудования, максимальном использовании технологических возможностей и полной загрузке оборудования.
Технологическая подготовка серийного производства - это сложный и длительный процесс, обусловленный необходимостью проектирования, изготовления и наладки специального оборудования, приспособлений, режущего и вспомогательного инструмента, специальных средств контроля качества продукции.
Производственный персонал серийного производства состоит из операторов, обслуживающих автоматическое и полуавтоматическое оборудование, операторов станков с ЧПУ, ГПМ и ГПС, станочников-универсалов. Важным звеном в структуре производственных кадров является контингент наладчиков автоматизированного оборудования, станков с ЧПУ, ГПМ, ГПС, в том числе наладчиков электронных систем ЧПУ. Квалифицированная наладка сложных технологических комплексов и отдельных станков обеспечивает стабильную и ритмичную работу производства и высокое качество выпускаемой продукции.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция, коэффициент закрепления операций принимается равным 1.
Принципы массового производства осуществляются на крупных заводах легковых и грузовых автомобилей, двигателей, на специализированных заводах по производству автомобильных агрегатов и комплектующих изделий. В производстве реализуются самые передовые достижения научно-технического прогресса в станкостроении, новые методы и принципы различных видов обработки деталей, эффективные инструментальные материалы и инструменты из них, средства автоматизации и механизации вспомогательных операций, средства автоматического контроля и регулирования технологического процесса и качества продукции.
В составе оборудования преобладают автоматические линии, создаваемые специально для обработки определенной детали или группы подобных деталей.
На передовых зарубежных фирмах широко практируется использование переналаживаемых автоматических линий в связи с необходимостью обработки различных деталей для выпуска нескольких модификаций автомобилей или агрегатов, а также для обеспечения возможности быстрого перехода на выпуск новых моделей автомобилей для удовлетворения покупательских запросов. Возможность переналадки или "гибкость" линии обеспечивается за счет устройств ЧПУ оборудования, транспортных, накопительных и контрольных систем, работающих синхронно (при этом коэффициент закрепления операций за оборудованием больше 1).
Станки, применяемые в массовом производстве для выполнения отдельных операций, как правило, специализированы и оснащены устройствами автоматической загрузки, выгрузки деталей, специальными наладками с целью достижения максимальной производительности за счет многоинструментальной, многошпиндельной обработки.
В цехах массового производства используются системы автоматизированного межоперационного и межцехового транспорта, системы механизированного удаления стружки от рабочей зоны оборудования, циркуляционные и централизованные системы снабжения смазочно-охлаждающими жидкостями.
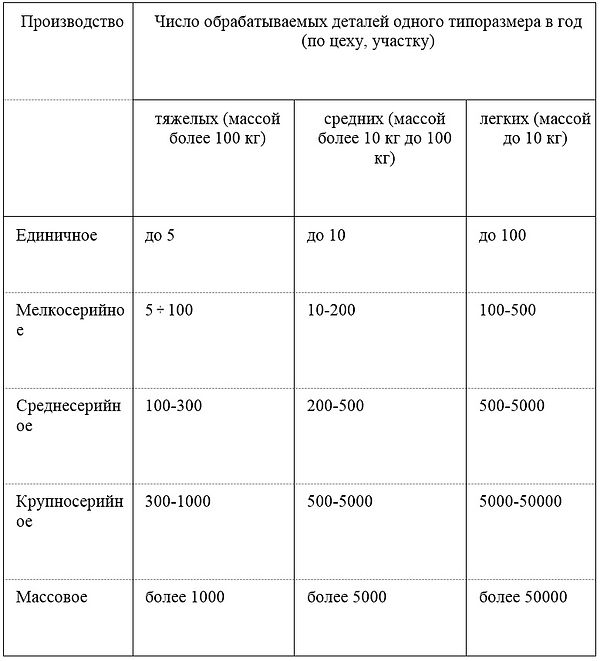
Ориентировочные данные для предварительного определения типа производства представлены ниже: